
加工中心编程实例教学
通过上几期的了解,相信看官大大对数控加工中心编程的常见加工类型有了新的掌握。今天给大家带来的是较为复杂的两者加工类型,分别是旋转加工和综合零件加工。
实例九 旋转加工
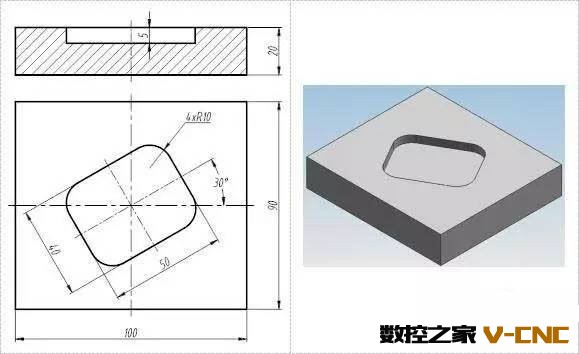
参考程序:
O0001;
G54 G40;
G69;
M03 S700;
G68 X0 Y0 R30.0;
G00 X0 Y0;
Z50.0 M08;
Z5.0;
G01 Z-5.0 F50;
G41 D01 G01 X25.0 Y10.0 F100;
G03 X15.0 Y20.0 R10.0;
G01 X-15.0;
G03 X-25.0 Y10.0 R10.0;
G01 Y-10.0;
G03 X-15.0 Y-20.0 R10.0;
G01 X15.0;
G03 X25.0 Y-10.0 R10.0;
G01 X25.0 Y10.0;
G40 G01 X0 Y0;
G00 Z150.0 M09;
M30;
实例十 综合零件加工
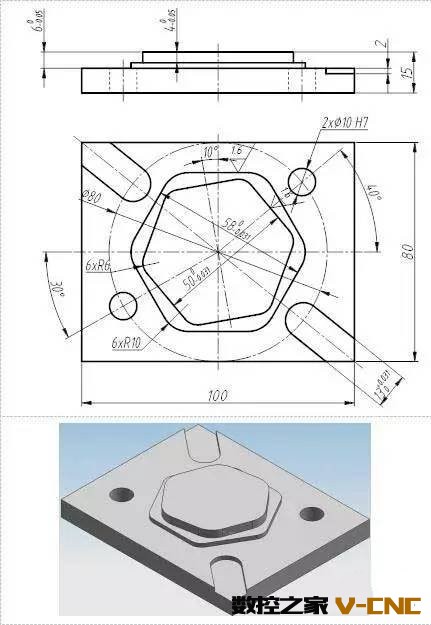
参考程序:
(1)正六边形加工程序
O0001;
G90 G40 G21 G17 G94;
G91 G28 Z0;
G90 G54 M03 S400;
G00 X0 Y55.0;
Z5.0 M08;
G01 Z-6. F60;
G41 D01 G01 X0 Y29.0 F100;
X10.97;
G02 X19.63 Y24.0 R10.0;
G01 X30.60 Y5.0;
G02 Y-5.0 R10.0;
G01 X19.63 Y-24.0;
G02 X10.97 Y-29.0 R10.0;
G01 X-10.97;
G02 X-19.63 Y-24.0 R10.0;
G01 X-30.60 Y-5.0;
G02 Y5.0 R10.0;
G01 X-19.63 Y24.0;
G02 X-10.97 Y29.0 R10.0;
G01 X0;
G40 G01 X0 Y55.0;
G00 Z50.0 M09;
G91 G28 Z0;
M30;
(2)斜六边形加工主程序
O0002;(主程序)
G90 G40 G21 G17 G94 G69;
G91 G28 Z0;
G90 G68 X0 Y0 R10.0;
M98 P0003;
G69;
G91 G28 Z0;
M30;
O0003;(子程序)
G90 G54 M03 S400;
G00 X0 Y40.0;
Z5.0 M08;
G01 Z-4. F60;
G41 D01 G01 X0 Y25.0 F100;
X10.97;
G02 X16.17 Y22.0 R6.0;
G01 X27.14 Y3.0;
G02 Y-3.0 R6.0;
G01 X16.17 Y-22.0;
G02 X10.97 Y-25.0 R6.0;
G01 X-10.97;
G02 X-16.17 Y-22.0 R6.0;
G01 X-27.14 Y-3.0;
G02 Y3.0 R6.0;
G01 X-16.17 Y22.0;
G02 X-10.97 Y25.0 R6.0;
G01 X0;
G40 G01 X0 Y40.0;
G00 Z50.0 M09;
M99;
(3)凹槽加工程序
O0004;(主程序)
G90 G40 G21 G17 G94;
G54 M03 S680;
GO0 X60 Y-50;
Z5.0 M08;
M98 P0005;
G51.1 X0 Y0 ;
M98 P0005;
G50.1 X0 Y0 ;
G0 Z100.0 M09;
M30
O0005;(子程序)
G00 X56.0 Y-46.0;
G01 Z-8.0 F50;
G41 D04 G01 X52.34 Y-33.55 F ;
X34.88 Y-19.58;
G3 X26.76 Y-29.73 R6.5;
G1 X41.94 Y-41.87;
G40 G01 X56.0 Y-46.0;
G00 Z5.0;
M99;
(4)孔加工程序
O0006;
G91 G28 Z0;
M06 T05;
G90 G40 G21 G17 G94 G15;
G54 M03 S1500;
GO0 X0 Y0;
G43 H05 G00 Z20.0;
G16 G00 X40.0 Y40.0;
G99 G81 Z-9.0 R5.0 F60;
G00 X40.0 Y210.0;
G98 G81 Z-9.0 R5.0 F60;
G15;
G91 G28 Z0;
M06 T06;
G90 G15 G54 M3 S500;
GO0 X0 Y0;
G43 H06 G00 Z20.0;
G16 G00 X40.0 Y40.0;
G99 G81 Z-20.0 R5.0 F60;
G00 X40.0 Y210.0;
G98 G81 Z-20.0 R5.0 F60;
G15;
G91 G28 Z0;
M06 T07;
G90 G15 G54 M03 S450;
GO0 X0 Y0;
G43 H07 G00 Z20.0;
G16 G00 X40.0 Y40.0;
G99 G81 Z-20.0 R5.0 F50;
G00 X40.0 Y210.0;
G98 G81 Z-20.0 R5.0 F50;
G15;
G91 G28 Z0;
M06 T08;
G90 G15 G54 M03 S500;
GO0 X0 Y0;
G43 H08 G00 Z20;
G16 G00 X40.0 Y40.0;
G99 G82 Z-10.0 R5.0 P2000 F60;
G00 X40.0 Y210.0;
G99 G82 Z-10.0 R5.0 P2000 F60;
G15;
G91 G28 Z0;
M06 T09;
G90 G15 G54 M03 S50;
GO0 X0 Y0;
G43 H09 G00 Z20.0;
G16 G00 X40.0 Y40.0;
G99 G85 Z-18.0 R5.0 F40;
G00 X40.0 Y210.0
G98 G85 Z-18.0 R5.0 F40;
G15;
G91 G28 Z0;
M30;
