
式中执行。
在标准方式中,为执行攻丝,使用辅助功能M03(主轴正转)、M04(主轴反转)和M05(主轴停止),使主轴旋转、停止,并沿着攻丝轴移动。在刚性攻丝方式中,用主轴电动机,控制攻丝过程,主轴电动机的工作和伺服电动机一样。由攻丝轴和主轴之间的插补来执行攻丝。当执行刚性攻丝方式时,主轴每旋转一转,沿攻丝轴产生一定的进给(螺纹导程)。即使在加减速期间,这个操作也不变化。刚性攻丝方式不用标准攻丝方式中使用的浮动丝锥卡头,这样可以获得较快和较精确的攻丝。
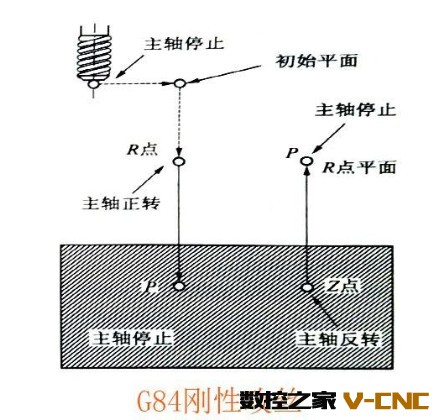
(1) G84—右旋刚性攻丝循环指令。
在刚性攻丝方式中主轴电动机的控制仿佛是一个伺服电动机,可实现高速高精度攻丝。
指令格式:G84X-Y-Z-R-P-F-K-;
式中X 、Y为孔位数据.Z为从R点到孔底的距离和孔底的位置;R为从初始平面到R点的距离;P为在孔底的暂停时间或回退时在R点暂停的时间;F为切削进给速度;K为重复次数。
G84.2 X-Y-Z-R-F-L-;(FS10/11指令格式)
式中,L为重复次数。
说明:
①执行G84右旋刚性攻丝循环,机床沿着X轴和Y轴定位后,快速移动到R点。从R点到Z点执行攻丝。当攻丝完成时,主轴停止并执行暂停,然后主轴以相反方向旋转,刀具退回到R点,主轴停止。然后,快速移动到初始位置。
②当攻丝正在执行时,进给速度倍率和主轴倍率认为是100%°但是,回退(动作5)的速度可以调到200%。
③用下列任何一种方法指定刚性方式:
a.在攻丝指令段之前指定M29 S * * * * *。
b.在包含攻丝指令的程序段中指定M29 S *****。
c.指定G84做刚性攻丝指令(在参数中设定)。
④在每分钟进给方式中,螺纹导程=进给速度×主轴转速;在每转进给方式中,螺纹导程=进给速度。
⑤如果在固定循环中指定刀具长度偏置(G43、G44或G49),在定位到尺点的同时加偏置。
⑥用FS10/U指令格式可以执行刚性攻丝。根据FANUC 0i系列顺序执行刚性攻丝(包括与PMC间的数据传输)。
⑦必须在切换攻丝轴之前取消固定循环。如果在刚性方式中改变攻丝轴系统将报警。
⑧如果S指令的速度比指定档次的最大速度高,系统将报警。

⑨如果指定的F值超过切削进给速度的上限值,系统将报警。F指令的单位规定。
⑩如果在M29和G84之间指定S和轴移动指令,系统将报警。如果M29在攻丝循环中指定,系统将报警。
在执行攻丝程序段中指定P,如果在非攻丝程序段中指定它,则不能作为模态数据存储。
不能在同一程序段中指定01组G代码和G84,否则G84将被取消。
在固定循环方式中,刀具偏置被忽略。
在刚性攻丝期间,程序再启动无效。
如果本篇文章对你有所帮助,欢迎点个赞或者关注一下,感谢您的阅读,如果您有更好的建议,欢迎在下方评论区留言。关注炮塔铣床数控铣床,每天与大家分享精密机床知识。