
1.刀具位置补偿当采用不同尺寸的刀具加工同一轮廓尺寸的零件,或同一名义尺寸的刀具因换刀重调、磨损以及切削力使工件、刀具、机床变形引起工件尺寸变化时,为加工出合格的零件,必须进行刀具位置补偿。
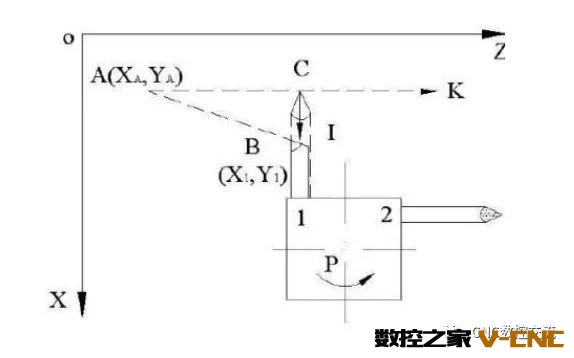
如图所示,车床的刀架装有不同尺寸的刀具。设图示刀架的中心位置为各刀具的换刀点,并以1号刀具的刀尖B点为所有刀具的编程起点。
当换2号刀具加工时,2号刀具的刀尖在C点位置,要想运用A、B两点的坐标值来实现从C点到A点的运动,就必须知道B点和C点的坐标差值,利用这个差值对B到A的位移量进行修正,就能实现从C到A的运动。
从以上分析可以看出,数控系统进行刀具位置补偿,就是用刀补值对刀补建立程序段的增量值进行加修正,对刀补撤销段的增量值进行减修正。
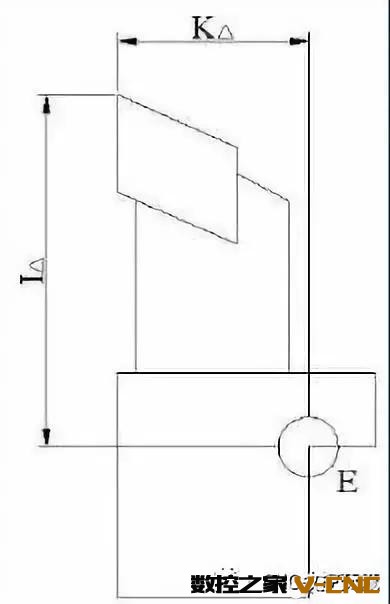
这里的1号刀是标准刀,我们只要在加工前输入与标准刀的差I、Ks就可以了。在这种情况下,标准刀磨损后,整个刀库中的刀补都要改变。
为此,有的数控系统要求刀具位置补偿的基准点为刀具相关点。因此,每把刀具都要输入I、Ko,其中I、K,是刀尖相对刀具相关点的位置差。
2.刀具半径补偿
(1)不具备刀具半径补偿功能的系统补偿在通常的编程中,将刀尖看作是一一个点,然而实际数控切削加工中为了提高刀尖的强度,想学习UG编程可以加QQ群304214709领取学习资料和课程,降低加工表面粗糙度,刀尖处成圆弧过渡刃。在切削内孔、外圆及端面时,刀尖圆弧不影响其尺寸、形状,但在切削锥面和圆弧时,则会造成过切或少切现象。
此时可以用刀尖半径补偿功能来消除误差。
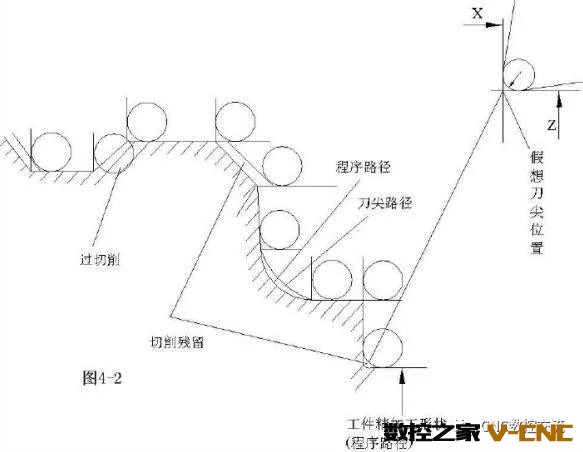
简易数控系统不具备半径补偿功能,因此,当零件精度要求较高且又有圆锥或圆弧表面时,要么按刀尖圆弧中心编程,要么在局部进行补偿计算,来消除刀尖半径引起的误差。
1)按假想刀尖编程加工锥面
数控车床总是按“假想刀尖”点来对刀,使刀尖位置与程序中的起刀点(或换刀点)重合。所谓假想刀尖如图3-73所示,b为圆头车刀,P点为圆头刀假想刀尖,相当于a图中尖头刀的刀尖点。
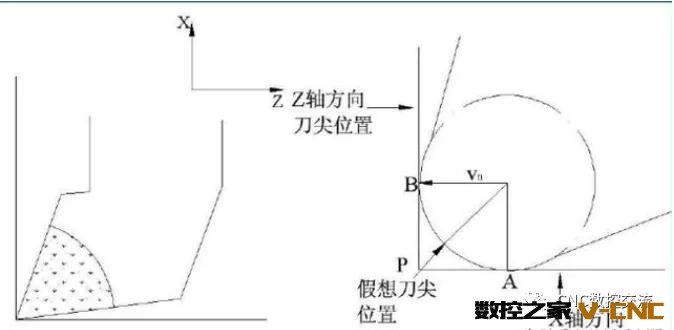
若假想刀尖加工如图3-74所示工件轮廓AB移动,即P,P与AB重合,并按AB尺寸编程,则必然产生图a中欠切的区域ABCD,造成残留误差。因此按图b所示,使车刀的切削点移至AB,并沿AB移动,从而可避免残留误差,但这时假想刀尖轨迹P,P与轮廓在X方向和Z方向分别产生误差AX和NZ。
2)按假想刀尖编程加工圆弧
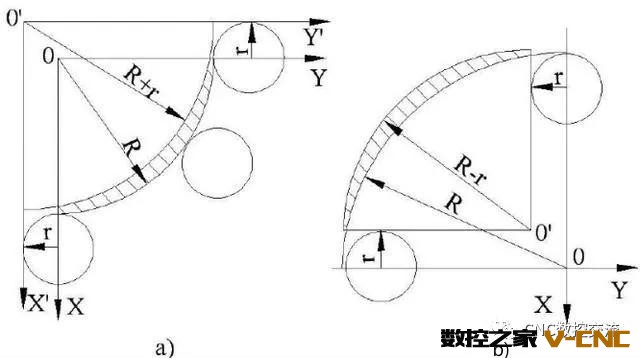
如果按假想刀尖编程车削半径为R的凸凹圆弧表面AB时,会出现如图3-75所示的情况。图中(a) 为车削半径为R的凸圆弧,由于r的存在,则刀尖P点所走的圆弧轨迹并不是工件所要求的圆弧形状。
其圆心为“O”,半径为“R+r”,此时编程人员仍按假想刀尖P点进行编程,不考虑刀尖圆弧半径的影响,即粗实线轮廓应按图中虚实线参数进行编程。但要求加工前应在刀补拔码盘上给z向和x向分别加一个补偿量r。同理,在切削凹圆弧,如图3-75 (b)时,则在x向和z向分别减一个补偿量r。
3)按刀尖圆弧中心轨迹编程
不具备刀具半径补偿功能的数控系统,除按假想刀尖轨迹数据编程外,还可以按刀心轨迹编程。
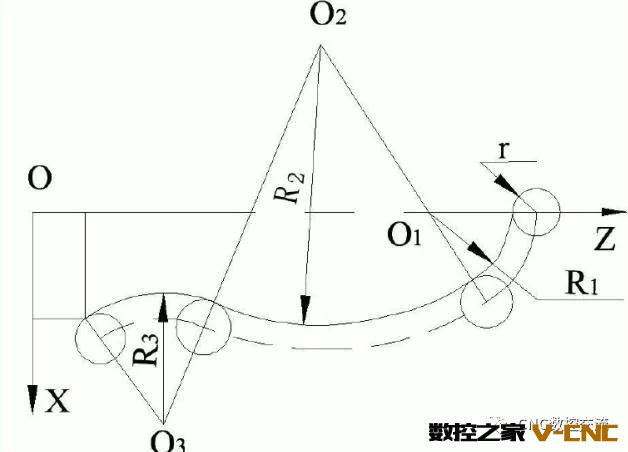
如图所示手柄零件是由3段凸圆弧和凹圆弧构成的,这时可用轮廓虚线轨迹所示的3段等距线迹进行编程,即O1圆半径为R1+r, 02圆半径为R2+t, 03圆半径为R3-r,三段圆弧的终点坐标由等距的切点关系求得。这种方法编程比较直观,常被使用。
(2)具有刀具半径补偿功能的系统补偿
在现在高级的数控车床控制系统,为使编程简单方便,数控车床一般都设置了刀尖圆弧半径补偿功能,而且可以根据刀尖的实际情况,选择刀位点轨迹,编程和补偿都十分方便。
对于具有刀具半径补偿功能的数控系统,在编程时,只要按零件的实际轮廓编程即可,而不必按照刀具中心运动轨迹编程。使用刀具半径补偿指令,并在控制面板_上手工输入刀具半径,数控装置便能自动地计算出刀具中心轨迹,并按刀具中心轨迹运动。即执行刀具半径补偿后,刀具自动偏离工件轮廓一个刀具半径值,从而加工出所要求的工件轮廓。
利用机床自动进行刀尖半径补偿时,需要使用G40、G41、G42指令。
当系统执行到含T代码的程序指令时,仅仅是从中取得了刀具补偿的寄存器地址号(其中包括刀具几何位置补偿和刀具半径大小),此时并不会开始实施刀尖半径补偿。只有在程序中遇到G41、G42、 G40指令时,才开始从刀库中提取数据并实施相应的刀径补偿。


