现在在机械行业做产品
可真是越来越难、
公差要求越来越严、
表面粗糙度的要求也越来越高、
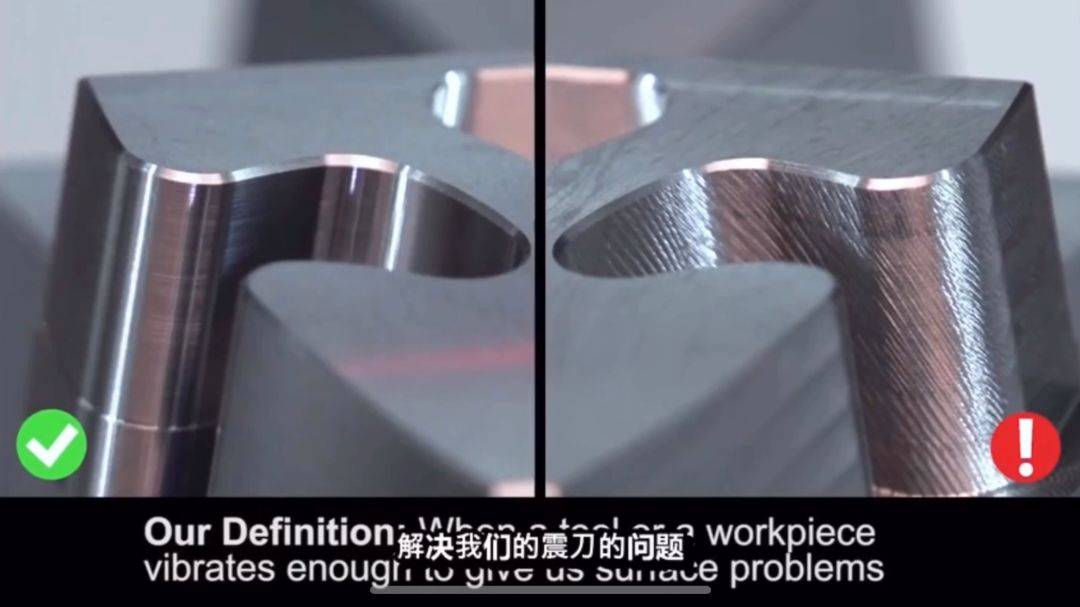
如果加工出来是这样的状况
↓↓
那产品也就基本报废了……
像这样的震刀
一般人只见过一次
然后,然后他就不见了……
不过我们常说,解决问题并不难,难的是正确分析并找对方法。因此,老师傅教我们的这些震刀经验就尤为重要:
1 三要素互相调和
夹具、刀具与程序的相互配合决定加工效果。比如采用了超长的刀具,那我们的装夹就必须要有更好的刚性来弥补,程序上也要为长刀具做相应设置。
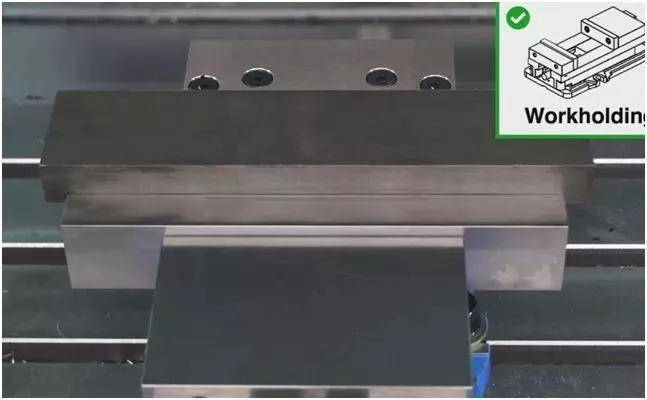
比如装夹时,如果悬长过多:
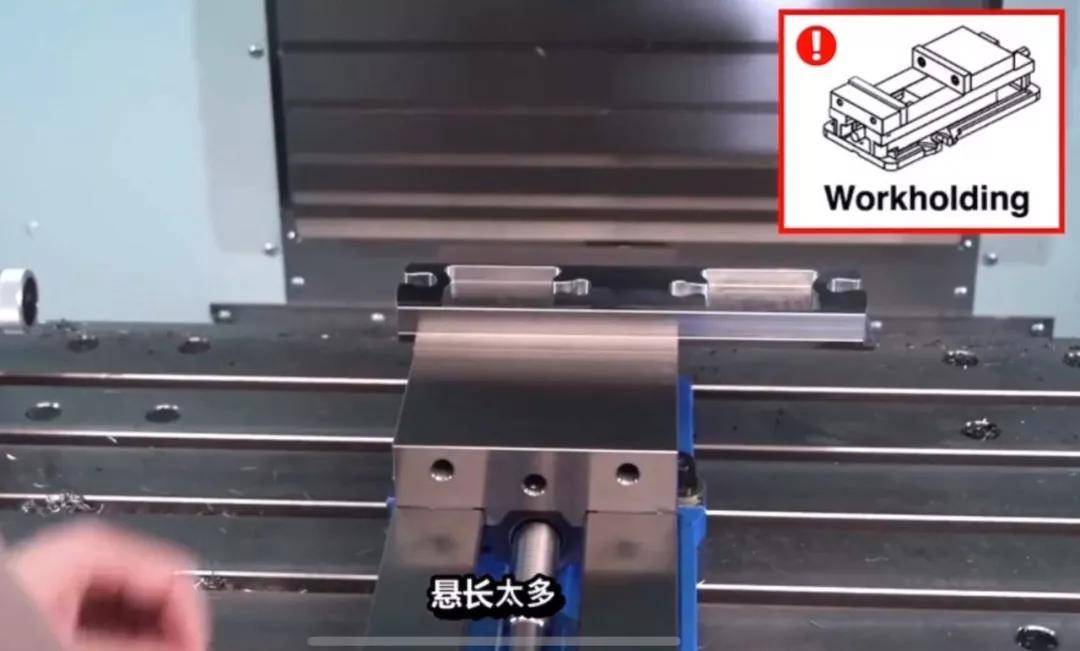
那它真的就会弹起来:
这样的话我们就需要更大的虎钳来支持,最重要的是保证工件处于居中放置。
2 优先选择短刀具
在满足加工要求的情况下,刀装的越短越好。但是不要夹到刀刃!
像下面这种,最好还是选短刀柄↓↓

还有不等距的铣刀,长这样的↓↓


可以避免共振!
3 更现代化的加工路径
如果加工情况不允许我们改进自己的工具,比如必须要使用长刀具进行深腔加工,那就得使用下图左边这种现代化的刀具路径了:
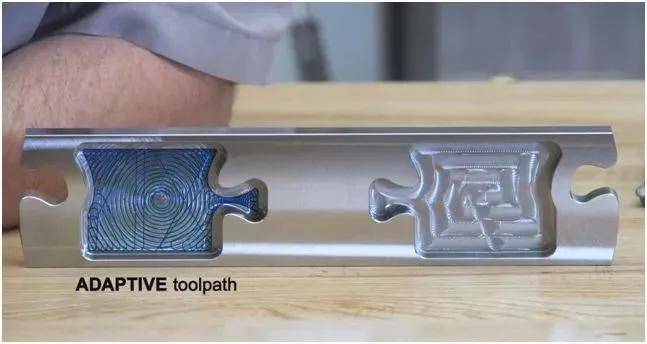
加工时效果显著↓↓
来源:hass机床
Mastercam如何设定车床切槽刀?
当设定好图形及刀具型式,再来就可以设定参数的部分,可依参数去设定。1、设定刀具: 请依架刀位置、刀座、主轴及选转方向设定,
0评论2022-02-111593
数控刀具为什么要故意进行“钝化”?
加工中心使用的数控刀具不是越快越好吗,为什么要进行钝化处理呢?其实,刀具钝化并不是大家字面理解的意思,而是提高刀具使用寿
0评论2021-12-08613
CNC 弹刀、撞刀、过切…如何控制好?
在数控加工中,大家经常遇到的问题有弹刀、撞刀、过切等问题,本文谈谈这些常见问题的解决方法,希望能起到举一反三的作用。一、
0评论2021-10-28712
全功能数控机床数控系统中的刀具补偿系统
一、刀具补偿的提出用立铣刀在数控机床上加工工件,可以清楚看出刀具中心运动轨计与工件轮廓不重合,这是因为工件轮廓是立铣刀运
0评论2021-08-28670
刀具调整尺寸范围的合理设定
在汽车行业的实际生产中,经常有这种现象:调整好的刀具加工不了几个零件,被加工尺寸就出现超差,而此时,刀具还远未达到正常的
0评论2021-08-281846
铸铁切削用cBN烧结体刀具
应用SUMIBORONcBN烧结体刀具切削铸铁,可实现超过V=1000m/min以上的高速切削,这个速度远胜于硬质合金和陶瓷材料的刀具。新近开
0评论2021-08-28550
卧式车床在各种刀具进行相应加工
车床是主要用车刀对旋转的工件进行车削加工的机床。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。
0评论2021-08-28632
