.jpg.thumb.jpg)

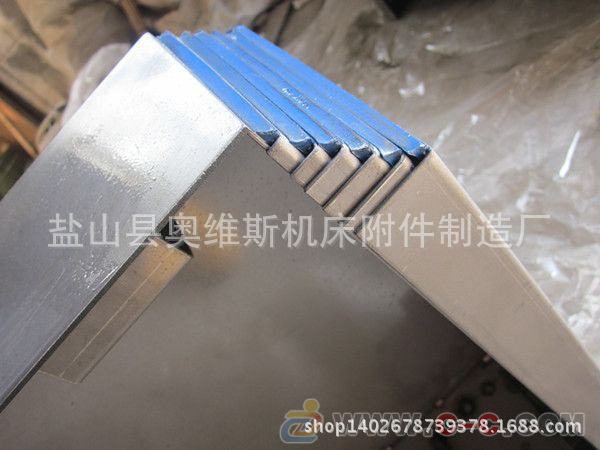
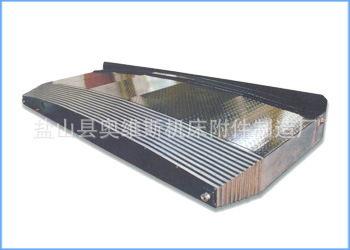
马扎克加工中心防护罩日本山崎马扎克机床防护罩是由一节一节才建好的钢板通过轴联合合成,对于机床导轨具有保护作用。
第一:对于钢板进行选材,一定要选择质量好的钢板,只有这样钢板防护罩才可以长时间在告诉运转下工作。
第二:对于已经选择好的钢板进行裁剪,尽量使用激光切割机,只有激光切割机裁剪出来的才会费用整齐,没有太多的毛刺。
第三:将一节一节钢板通过轴承链接起来。
第四:对于连接处进行润滑处理.
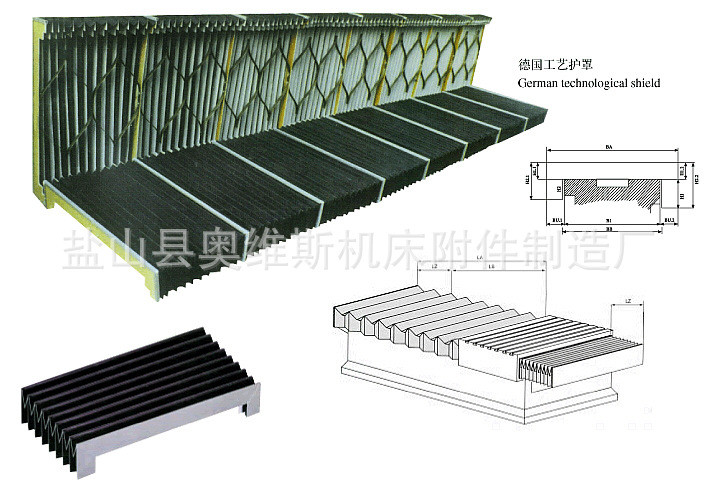
另外,柔性风琴防护罩在医药、测量、自动控制及食品技术等领域的应用也越来越广泛,这些行业要求防护罩防尘且对食品无毒。柔性风琴防护罩也越来越广泛地应用于汽车生产装配线的升降台上。我们的防护罩完全能满足其高度、平稳运行的要求。几乎所有的需要防护的领域,都可以在短周期内为您设计并生产出一种合体的风琴防护罩。
编辑本段风琴式防护罩的特点
★ 此类护罩具有不怕脚踩、硬物冲撞不变形、寿命长、密封好和运行轻便等特点;
★ 风琴式防护罩行程长,压缩小,长度的比值为1:10;
★ 此折叠护罩中最先进的一种形式,它能弥补各种护罩解决不了的问题。这类护罩在世界占有领先地位。
★ 该产品使用专用的材料,耐冷却剂,防油、砂轮沫和铁肖等等;
★ 护罩具行程长和压缩小的优点;
★ 护罩的风箱速度可达200m/分;
★ 护罩内没有任何金属零件,不用担心护罩工作时会出现零件松动而给机器造成严重的破坏。编辑本段风琴式防护罩制作的三种方式柔性风琴式防护罩是可以任意组合的产品系列,其原材料、外形、加工处理方式及尺寸大小都可以根据实际情况而定。它的一个基本组成部分是在每个折页里都装有一个起支撑稳定作用的PVC骨架,此骨架可以通过不同的加工方式与外部折页材料紧密相连。它的一个基本组成部分是在每个折页里都装有一个起支撑稳定作用的PVC骨架,此骨架可以通过不同的加工方式与外部折页材料紧密相连。一种为缝制方式,应用于高温工作环境。使用一种特殊线缝制,即使在极端负荷的情况下也坚固耐用。PVC骨架通过缝制固定在每个折上,加固稳定护罩。同时有多种材料供您选择。另外一种是热粘接。在一定的温度下,借助特殊助熔剂就可以使内部的PVC骨架与外部的折页牢固地粘接在一起。若护罩是在中等温度环境下使用,就可以选用此种方式。还一种是经过高频焊接机对其外PVC TPU涂层布和内PVC骨架进防护盖奥维斯考虑到计算出来的为理论值,所以在加工时可以根据材料实际情况自行加减尺寸以保证成型之后的尺寸合适,在下料时一定注意图纸要求保证材料的规格,特别是料厚尺寸一定要保证在进行钻孔,铣孔,抛光,倒角时要严格按照图纸要求进行加工,在加工检验合格之后按照要求交付下一工序进行加工.需进行数控加工的半成品在加工之前要认真计算尺寸,选好模具。做到首件自检,及早发现问题,及早更改..物件在折弯时要按照图纸保证外形尺寸, 做好首件检验,如发现不符图纸要求的立即返工另行加工.剪冲折车间在加工完毕经检验合格之后方可转交钣金车间进行焊接,焊接车间在焊接时发现有不合图纸的地方有权将产品返回上一工序进行返工处理.金车间在焊接之前要量取各焊接件尺寸,以确定焊接时的料厚问题,在焊接时要保证对边整齐,保证外形尺寸,做好首件检验,争取焊接时发现问题及时解决.焊接焊缝严实、均匀,无漏焊,虚焊现象,更不能有焊接之后的开焊现象,根据客户要求在此规定焊接时焊点间隙大约在40mm左右为好.且焊点在两物件之间.焊点大小均匀后防护因为要和电气箱组合所以要求后防护平整,没有翘边现象,避免电气箱与后防护之间有空隙.中防护的侧窗门边焊接时要贴紧防护罩,不能有漏缝现象.且焊点必须打磨,焊点太大影响美观.底盘,水箱焊接之后要保证不漏水,焊接之后统一使用煤油进行试验.而且各外露之处因为焊接变形的地方要修理平整.特别是底盘前部要保证平整.所有部件在焊接之后要用钢板尺统一靠准,不能有弯曲变形之处,发现之后要及时整改.整体在焊接之后,所有焊接的地方要打磨抛光,特别是外露部位机床罩在焊接抛光完成之后进行最后组装,首先要将底盘方在平整的地方,而后依照各部位顺序进行组合,组装配作直径为6.5mm的固定孔,在组装之后各部位之间要严实合缝,特别是左右前防护。