高精度加工用镜面球头铣刀
柄径比刃径小1-2mm的头大柄小直杆型,装夹时悬长可根据需要自由调整,集约刀体种类,降低首次采购成本。
可有效地抑制振动,即使是深型腔加工,也能稳定地进行高速高精加工。
采用硬质合金刀杆,刚性与整体硬质合金球头铣刀相当。
与钢质刀杆相比,寿命可达到其2倍以上,
采用缩口柄端,方便用于热胀刀柄。
若只用于精加工工序,则镜面圆角刀片亦可安装其上使用(加工余量D/40以下)。
特 点
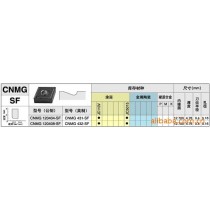
1.两有效刃形的最精密机夹式球头端铣刀
圆弧R精度±10μm以下(刀片圆弧制造精度: ±6μm以下)
加工面达Ra0.8以上 彻底取消打磨工序
2.精确的夹紧机构
使用一颗精密简易而强力的压紧螺钉,同时该螺钉还带有精确的锁紧机构,从而提高到片的重复定位精度和刚性。
3.高速加工平滑、流畅,抗振能力强
刀片采用全R形状,能在框形铣削时减少连续振动的风险,在复杂型面的高速仿形铣削时能保证流畅切削,即使在刀具向上提起时也能进行切削。
4.刀片寿命长
采用DZ涂层(TiAlN)、实现高速、高精度仕上加工,使用寿命大大延长。
"