在数控机床的加工中,我们经常会碰到铣削槽的命令。特别是对于模具的加工十分常见,而且凸模和凹模的形状有许多深浅不一和形状不规则的槽面。遇到这种情况我们当然不可能单纯地靠手工编程来完成,我们需要通过三维加工软件来自动编程比如ug等。当然简单的槽我们还是可以通过循环铣削的方式来完成的。之前我们有学习过G01直线加工命令,当工件的背吃刀量过大,无法用一次或两次走刀来实现加工时,我们就需要引用条件语句来实现。
下面我们通过简单的实例来讲解通过条件转移IF语句命令来实现循环铣削的方法。
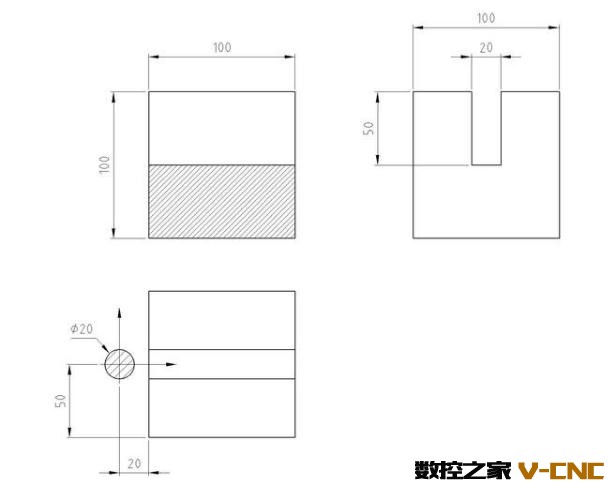
实例:现有一100*100*100的毛坯板,在其中间位置开一道槽宽度20mm,深度 50mm。
准备:选取一把直径20*100的铣刀,注意长度要大于50的深度。设置原点位置为工件左侧中心位置。刀具长度补偿设置为100,图示如下。
程序如下:
G54G90G000Y0;(设定坐标系XY轴移动到零点)
G43H1Z20;(设定刀具位置)
M08;(打开切削液)
M03S1000;(启动主轴)
#1=0;(拟定初始值)
#2=-1;(拟定增量值)
N1IF[#1EQ-50]GOTO2;(限制条件满足#1等于-50后调到程序2)
#1=#1+#2;(增量加)
G00Z#1;(移动轴Z到切削位)
G01X140F80;(开始走刀铣削)
G00Z20;(加工完成抬刀)
X0;(回起始位)
GOTO1;(循环程序1)
N2G00Z200;(程序2启动抬刀200)
M05M09;(关闭主轴和切削液)
M30;(程序停止回起始点)
以上程序引用了条件转移语句,格式如下:
IF [条件] GOTO n(如果指定条件表达式满足时,转移到标有顺序号n的程序段;如果指定条件表达式不满足,执行下个程序段)。
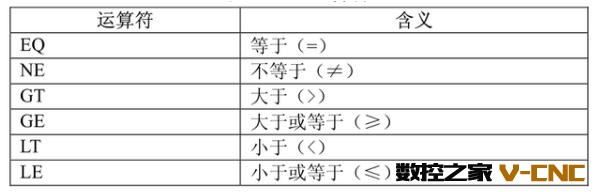
对于条件运算中的运算符表格如下:
运算符作为两个数字的比较,可以实现条件的设定,注意不能使用不等号。
数控车床刀具圆弧半径补偿在四种情况下的实现
1、G40、G41、G42指令为模态指令,G40为缺省值。要改变刀尖半径补偿方向,必须先用G40指令解除原来的左刀补或右刀补状态。 2、G
0评论2021-08-281718
数控机床坐标轴的规定
在确定机床坐标轴时,一般先确定Z轴,然后确定X轴和Y轴,最后确定其它轴。JB3051-82标准中规定,机床运动的正方向,是指增大工件
0评论2021-08-28901
数控编程电极加工的步骤
1、打开或导入需加工的电极图档2、将电极XY轴中心移到坐标原点3、Z轴最高点移到Z=-0.24、对电极的放电区域进行分析分析最小内圆
0评论2020-11-091779
生成数控程序的一般步骤
1、创建父节点组在创建的父节点组中存储加工信息。如加工坐标系,几何体等。对于需要创建多个程序来才能完成加工的工件,使用父
0评论2020-11-091770
如何成为数控机床编程高手
要想成为一个数控高手(金属切削类),从大学毕业进工厂起,最起码需要 6年以上的时间。他既要有工程师的理论水平,又要有高级技
0评论2020-10-161108
数控编程实例循环铣沉孔
上一篇我们讲解了条件语句用于循环开槽的编程,只用了G01直线命令,基本了解了条件语句的应用。下面我们开始深化应用,用圆弧指
0评论2020-08-281759
数控车床编程100例数控编程教程书
书名:数控车床编程100例+数控车床编程与操作定价:61.80元折扣价:59.90元购买方式:查看阅读原文基本信息作者:刘蔡保(编者)定
0评论2020-08-102451
数控机床标准G代码详解
g代码G功能字由地址符G和其后的两位数字组成,从G00G99共100种功能。JB3208-83标准中规定如下表:代码功能作用范围功能代码功能
0评论2020-08-102263