外圆车削固定循环指令G90及举例
1)外圆切削循环指令格式:
G90 X(U)____Z(W)____F____:
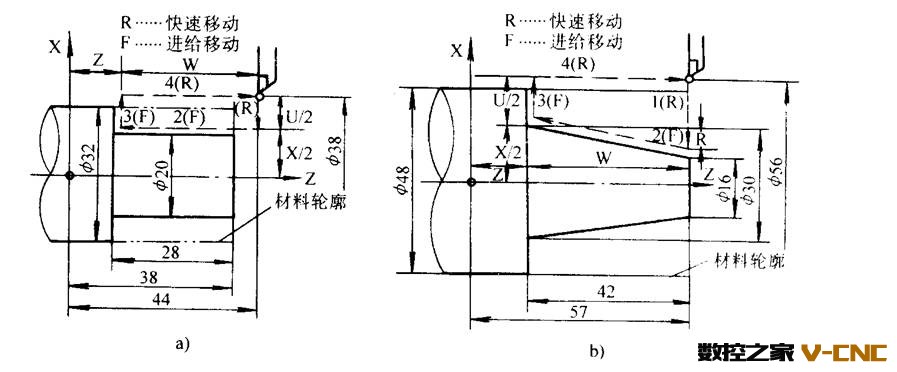
如图所示,该循环主要用于轴类零件的外圆、锥面的加工。X(U)、Z(W)为车削循环中车削进给路径的终点坐标,在使用增量值指令时,U、W数值符号由刀具路径方向来决定。在循环加工过程中,除切削加工时,刀具按F指令速度运动外,刀具在切入、退出工件和返回起始点都是快速进给速度(G00指令的速度)进行的。
2)锥面切削循环指令格式:
G90 X(U) ____Z(W) ____R____F____;
如图3-15b所示,R为锥度部分大端与小端之半径差。以增量值表示,其正负符号取决于锥端面位置,当刀具起于锥端大头时,R为正值:起于锥端小头时,R为负值。即起始点坐标大于终点坐标时R为正,反之为负。如图中Z、R均为负值。
G90指令及指令中各参数均为模态值,每指定一次,车削循环一次,指令中的参数,包括坐标值,在指定另一个G指令(G04指令除外)前保持不变。用G90进行粗车时,每次车削一层余量,再次循环时只需按车削深度依次改变X的坐标值,则循环过程依次重复执行。
(3)编程实例
①圆柱面粗车
如图a所示,零件右端外径为Φ20,左端外径为外径为Φ32,直径相差很大,加工余量较大,因此,在精车前,必须将大部分余量去除,为此,可使用G90车削循环指令编写粗车程序,每次车削深度沿X向为lmm,留0.2mm精车余量,则粗车程序为:
……
N30 G90 X31.0 Z 10.5 F0.4;粗车开始程序段,第1次车削深度0.5mm,进给率0.4mm/r
N32 X29.0; 第2次粗车,车削深度lmm,其余参数不变
N34 X27.0; 第3次粗车,车削深度lmm
N36 X25.0; 第4次粗车,车削深度lmm
N38 X23.0; 第5次粗车,车削深度lmm
N40 X20.4; 最后一次粗车,车削深度1.3mm,留0.2mm精车余量。
……
②圆锥面粗车
如图b所示,零件圆锥面小端外径为Φ16,大端外径为Φ30,棒料外径为Φ48,按锥面粗车符号确定规则,R=16/2-30/2=-7,沿X方向车削度lmm,留0.2mm用于精车,粗车程序如下:
……
N30 G90 X47.0 Z14.5 R-7.0 F0.4; 定义粗车开始程序段,第1次车削深度0.5mm,进给率0.4mm/r
N32 X45.0; 第2次粗车,车削深度lmm,其余参数不变
N34 X43.0; 第3次粗车,车削深度lmm
N36 X41.0; 第4次粗车,车削深度lmm
N38 X39.0; 第5次粗车,车削深度lmm
N40 X37.0; 第6次粗车,车削深度lmm
N42 X35.0; 第7次粗车,车削深度lmm
N44 X33.0; 第8次粗车,车削深度lmm
N46 X31.0; 第9次粗车,车削深度lmm
N48 X29.0; 第10次粗车,车削深度lmm
N50 X21.0; 第11次粗车,车削深度lmm
N52 X19.0; 第12次粗车,车削深度lmm
N54 X16.4; 最后一次粗车,车削深度lmm,留0.2mm精车余量
表示运动轴的移动方式。使用绝对坐标指令(G90)编程时,程序段中的尺寸数字为绝对坐标值,即刀具所有轨迹点的坐标值,均以程序原点为基准。相对坐标指令(G91)编程时,程序段中的尺寸数字为增量坐标值,即刀具当前点的坐标值,是以前一点坐标为基准而得。
使用格式为:
例:如图(1)所示,表示刀具从A点移动到B点,用以上两种方式编程分别如下:
G90 X10.0 Y40.0;
G91 X-30.0 Y30.0;
图(1)
在选用编程方式时,应根据具体情况加以选用,同样的路径选用不同的方式其编制的程序有很大区别。一般绝对坐标适合在所有目标点相对程序原点的位置都十分正确的情况下使用,反之,采用相对坐标编程。
需要注意的是:在编制程序时,在程序数控指令开始的时候,必须指明编程方式,缺省为G90。